In modern industrial manufacturing and material handling environments where raw materials, components, finished products, packages, pallets, and bulk materials must move efficiently through production lines, assembly stations, warehouses, packaging areas, and distribution facilities, selecting the right conveyor system is critical for achieving smooth workflow, maximum productivity, reduced operational costs, and reliable long-term performance, and since different industries handle products with varying dimensions, weights, transportation requirements, production capacities, and operating conditions, choosing an unsuitable conveyor system can lead to bottlenecks, increased maintenance costs, reduced efficiency, product damage, and operational disruptions, and therefore industries must carefully evaluate multiple technical and operational factors before investing in a material handling solution, and among the many decisions involved in facility planning and automation projects, selecting the proper Conveyor Systems is one of the most important because it directly affects productivity, safety, material flow, and overall operational efficiency throughout the manufacturing process.
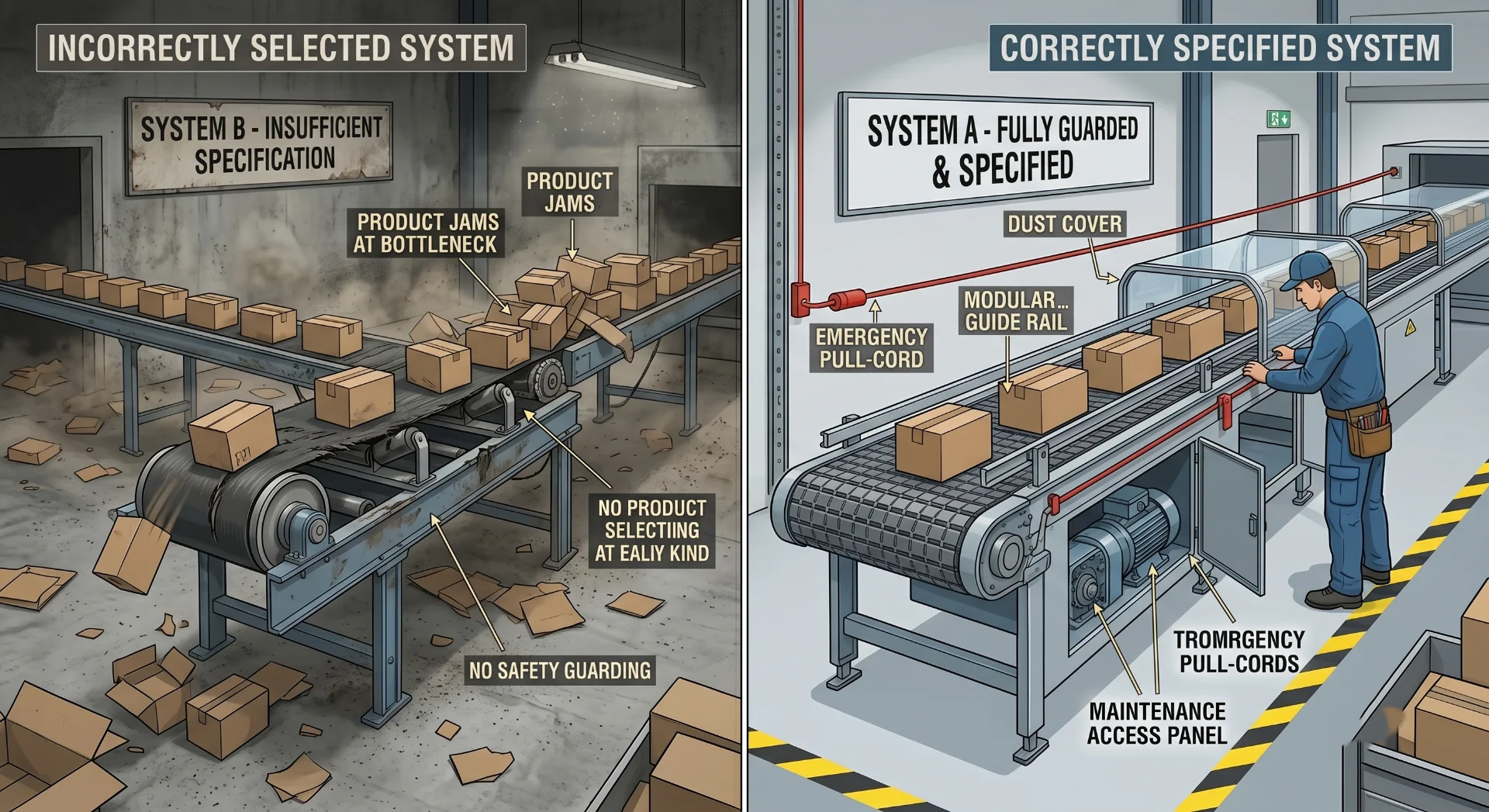
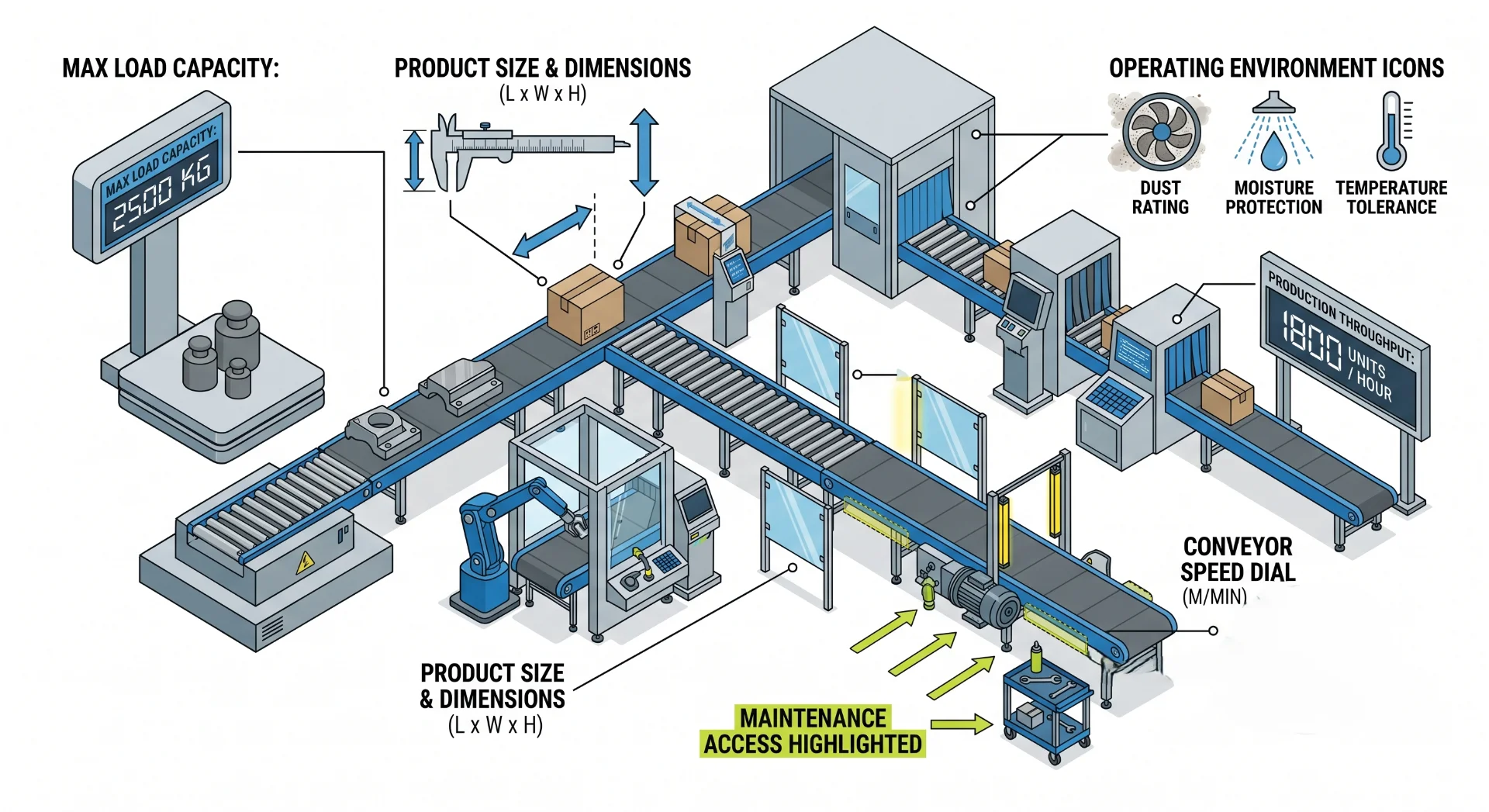
One of the most important factors to consider when selecting a conveyor system is the type of material or product that will be transported because different conveyors are designed to handle different product characteristics. Industries handling lightweight cartons, packaged goods, food products, or small components may benefit from belt conveyors, while facilities transporting heavy machinery parts, pallets, steel structures, or industrial equipment may require chain conveyors, roller conveyors, or slat conveyors. Product size, shape, and weight should be carefully evaluated because the conveyor must be capable of supporting the required load capacity without affecting performance or reliability. Another critical factor is production capacity because the conveyor system should match the material flow requirements of the facility. High-volume manufacturing operations require conveyors capable of continuous operation with sufficient speed and throughput to prevent production bottlenecks. Transportation distance is also important because short-distance material movement may require simple conveyor arrangements, while large facilities may need extensive conveyor networks connecting multiple production areas. Facility layout should be evaluated carefully because the conveyor system must fit within available floor space while supporting efficient workflow. Industries may require horizontal, inclined, vertical, curved, overhead, or spiral conveyor configurations depending on building design and production requirements. Operational environment is another major consideration because conveyors used in food processing, pharmaceuticals, mining, chemical plants, outdoor installations, or heavy industrial environments must be designed to withstand specific operating conditions such as moisture, dust, temperature variations, chemicals, corrosion, or abrasive materials. Material handling speed should also be assessed because different production processes require different transportation rates. Variable-speed conveyors may provide greater flexibility for facilities handling multiple product types or changing production schedules. Automation requirements play a significant role in conveyor selection as well. Modern manufacturing facilities often integrate conveyor systems with robotic equipment, packaging machines, barcode scanners, sorting systems, warehouse management software, sensors, and programmable logic controllers. Selecting a conveyor compatible with automation technologies helps improve operational efficiency and future expansion capability. Safety considerations are equally important because conveyor systems operate continuously and interact with workers throughout production environments. Features such as emergency stop systems, safety guards, overload protection, warning devices, and interlock mechanisms help improve workplace safety and regulatory compliance. Maintenance requirements should also be evaluated because conveyor systems require periodic servicing to maintain reliable performance. Industries should consider component accessibility, spare part availability, maintenance frequency, and overall service requirements before making a final selection. Energy efficiency is becoming increasingly important because conveyor systems often operate for long hours each day. Selecting energy-efficient motors, drives, and control systems can help reduce operational costs and improve sustainability. Durability and construction quality are also critical factors because industrial conveyor systems must withstand continuous operation and demanding production conditions. High-quality materials, robust structural design, and wear-resistant components help extend equipment life and reduce downtime. Future scalability should also be considered because production volumes and facility requirements may increase over time. A conveyor system that allows expansion, modification, or integration with additional equipment provides greater long-term value. Budget considerations remain important as well, but industries should evaluate total ownership costs rather than focusing only on initial purchase price. Installation costs, maintenance expenses, energy consumption, productivity benefits, and equipment lifespan all contribute to overall investment value. Different conveyor types such as belt conveyors, roller conveyors, chain conveyors, screw conveyors, bucket conveyors, overhead conveyors, and specialized automated systems offer unique advantages depending on operational requirements. Advanced conveyor systems may include intelligent monitoring systems, predictive maintenance capabilities, automated tracking software, load monitoring devices, and smart control technologies that further improve performance and efficiency. Proper planning and detailed evaluation of operational needs help ensure successful conveyor system implementation and reliable long-term performance. In the final paragraph, the Conveyor Systems should be selected after carefully considering factors such as product characteristics, load capacity, production volume, facility layout, operating environment, transportation distance, automation requirements, safety features, maintenance needs, energy efficiency, durability, scalability, and overall operational objectives to ensure efficient material handling, improved productivity, and long-term industrial performance.
Conclusion
Selecting the right conveyor system requires careful evaluation of operational requirements, product characteristics, production capacity, safety considerations, and long-term performance goals. A properly selected conveyor system helps industries improve productivity, reduce material handling costs, enhance workplace safety, and achieve reliable material transportation efficiency for years to come.